
Maintenance and care tips for CO2 compressors: Extending equipment life
In today’s context of rapid global industrial development, carbon dioxide (CO2) is an important industrial gas with an increasingly wide range of applications. From the carbonation process in the food and beverage industry, the reaction medium and raw materials in chemical production, to advanced carbon capture and storage (CCS) technology, and even cryogenic refrigeration and biomass energy utilization, carbon dioxide is everywhere. And to convert low-pressure gaseous carbon dioxide into a high-pressure form that meets process requirements, an efficient and stable CO2 compressor is an indispensable “heart” equipment. However, this type of equipment often works in high-pressure, low-temperature or complex medium environments, and long-term operation inevitably faces challenges such as wear, corrosion, and fatigue. Once the compressor fails, it will not only lead to production interruptions and product quality damage, but may also cause high maintenance costs and even endanger production safety. Therefore, a deep understanding of the structural principles of CO2 compressors and mastering scientific and systematic maintenance and care strategies are of great significance to ensure the long-term stable operation of equipment, maximize its service life, ensure production continuity, and significantly reduce comprehensive operating costs. This article aims to provide readers with a set of professional guides on the maintenance and care of CO2 compressors from principle analysis to practical operation, in order to improve the level of equipment management.
Basic working principle of CO2 compressor
As the name suggests, the core function of CO2 compressor is to achieve the volume reduction and pressure increase of gaseous carbon dioxide through the conversion of mechanical energy. According to the different compression mechanisms, the mainstream CO2 compressors in the market can be roughly divided into two categories: positive displacement compressors and speed compressors. A deep understanding of these working principles is the basis for effective maintenance.
Positive displacement compressor: This type of compressor inhales, compresses and exhausts gas by periodically changing the volume of the working chamber (cylinder, screw chamber, etc.). Its characteristics are that the ratio of exhaust pressure to suction pressure is relatively fixed, and the flow rate changes with the speed.
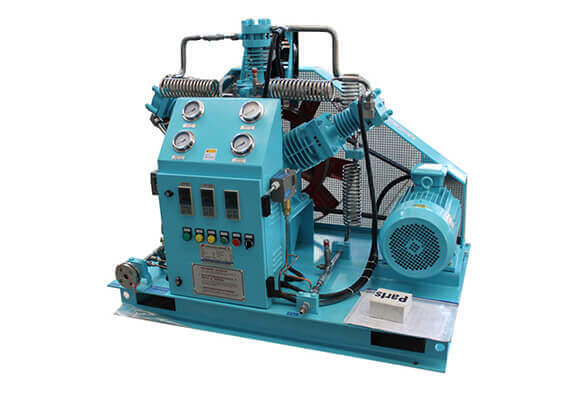
Reciprocating compressor: This is one of the most traditional and widely used positive displacement compressors. Its basic structure includes cylinder, piston, crankshaft connecting rod mechanism, intake and exhaust valves, etc. When working, the motor drives the crankshaft to rotate, and the connecting rod makes the piston reciprocate in the cylinder. When the piston moves downward, negative pressure is formed in the cylinder, and low-pressure carbon dioxide gas enters the cylinder through the open intake valve; when the piston moves upward, the intake valve is closed, the gas is compressed, and when the pressure reaches a certain value, the exhaust valve is opened, and the high-pressure carbon dioxide gas is discharged. According to the number of compression stages, it can be divided into single-stage, double-stage or multi-stage compression to meet higher exhaust pressure requirements. Reciprocating compressors usually have high compression efficiency and the ability to adapt to high-pressure working conditions, but their structure is relatively complex, with many moving parts, relatively large vibration and noise, and high requirements for lubrication and sealing.
Screw compressor: Its core component is a pair of yin and yang rotors that mesh with each other. When the rotor rotates, the space between the rotor teeth (screw cavity) will continue to change with the rotation of the rotor. Low-pressure carbon dioxide enters the screw cavity from the air inlet, and as the rotor rotates, the volume of the screw cavity gradually decreases, and the gas is compressed. When the predetermined pressure is reached, the high-pressure gas is discharged from the exhaust port. Screw compressors are usually divided into dry (oil-free) and wet (oil-injected) types. For carbon dioxide, especially for applications that require pure gas, oil-free screw compressors have significant advantages. Screw compressors run smoothly, have low vibration, relatively less component wear, and have a long maintenance cycle, but they require high rotor machining accuracy.
Other volumetric compressors: such as vane compressors and scroll compressors, although they are relatively less used in the field of carbon dioxide compression, their basic principle is also to achieve gas compression by changing the volume of the working chamber.
Speed compressors: This type of compressor gives kinetic energy to the gas through a high-speed rotating impeller, and then converts the kinetic energy into pressure energy.
Centrifugal compressors: It is a typical representative of speed compressors. Its working principle is to use a high-speed rotating impeller to increase the gas speed sharply under the action of centrifugal force, thereby obtaining huge kinetic energy. Subsequently, the high-speed gas enters the diffuser, the internal flow channel of the diffuser gradually expands, the gas flow rate decreases, and the kinetic energy is converted into pressure energy, and finally the purpose of compression is achieved. Centrifugal compressors are usually used to process large-flow gases and are particularly suitable for large industrial installations. They run smoothly, have no reciprocating parts, have low noise, and require relatively little maintenance. However, centrifugal compressors are sensitive to inlet flow and pressure fluctuations, and their efficiency may decrease at high pressure ratios and low flows. Centrifugal compressors are increasingly favored in large flow applications such as carbon dioxide capture.
Understanding the working characteristics of these compressor types helps us understand the unique challenges that different types of compressors may encounter during operation (such as valve wear of reciprocating machines, rotor clearance changes of screw machines, surge of centrifugal machines, etc.), so as to develop more targeted maintenance plans. For example, reciprocating machines need to check valves more frequently, screw machines need to pay attention to the oil system, and centrifugal machines need to pay attention to bearings and dynamic balance.
The importance of regular inspection and maintenance
Raising the maintenance of CO2 compressors to a strategic level rather than passively responding to failures is the core concept of modern industrial equipment management. The importance of regular inspection and maintenance is reflected in its all-round impact on productivity, cost, safety and equipment life.
Extending the service life of equipment and realizing asset preservation and appreciation: Any mechanical equipment will produce wear and fatigue during operation. Through regular inspections, minor defects, slight wear or potential hidden dangers of parts can be discovered early. For example, a slightly loose bolt, if not tightened in time, may cause more serious component damage under vibration; a slight oil seal leakage, if not handled, may cause lubricating oil loss, which in turn causes bearing burning. Through preventive maintenance, timely replacement of wear parts, adjustment of clearances, and repair of small defects can effectively prevent the expansion and chain reaction of faults, thereby minimizing the unplanned downtime of the main equipment and significantly extending the effective service life of the compressor and its key components, so that the company’s assets can be used and preserved for a longer time.
Significantly reduce comprehensive operating costs: At first glance, regular maintenance seems to increase short-term expenses (manpower, spare parts, downtime). However, in the long run, it is an efficient cost control method. Unplanned downtime not only causes the production line to stop, resulting in huge production losses, but also may require high emergency repair fees and overtime pay. More importantly, sudden failures are often accompanied by serious damage to key components, such as motor burnout, crankshaft breakage, etc., and these repair costs far exceed the cost of daily maintenance. Preventive maintenance can arrange maintenance activities in the production plan and use non-production time to carry out maintenance activities, avoiding the chaos and high cost of emergency repairs, optimizing spare parts inventory management, and improving maintenance efficiency, thereby significantly reducing the overall operating costs of the enterprise.
Improve operating efficiency and ensure product quality: A well-maintained CO2 compressor can always operate at the optimal design operating point. For example, good sealing between the cylinder, piston or screw rotor can ensure the highest compression efficiency and reduce energy loss. A clean cooling system and sufficient lubrication can ensure that the equipment operates at a suitable temperature to avoid efficiency loss and component damage caused by overheating. An efficient oil and gas separation and filtration system can ensure the purity of the discharged carbon dioxide gas and meet the strict requirements of downstream processes for gas quality. Therefore, regular maintenance is the fundamental guarantee for maintaining high efficiency, low energy consumption, and high-quality output of the compressor.
Eliminate safety hazards and ensure the safety of personnel and the environment: CO2 compressors usually handle high-pressure gases. Improper operation or equipment failure may cause serious safety accidents, such as gas leakage and bursting of high-pressure components. Regular safety inspections, including the integrity of pressure vessels, the calibration of safety valves, the tightness of pipelines, the insulation condition of electrical systems, etc., can timely detect and eliminate potential safety risks. This not only protects the life safety of operators, but also avoids potential pollution to the environment, in line with corporate social responsibility and environmental protection regulations.
Comply with industry standards and regulatory requirements: Many countries and regions have strict laws, regulations and industry standards for the operation and maintenance of special equipment (such as pressure vessels and compressors). These regulations usually require equipment owners or users to conduct regular safety inspections, performance evaluations and maintenance records. Implementing a standardized regular maintenance plan will help companies meet these compliance requirements and avoid fines, production suspensions and even legal proceedings due to illegal operations.
In summary, regular inspections and maintenance are an indispensable part of the full life cycle management of CO2 compressors. It is not only a technical requirement, but also an important strategic measure for companies to achieve sustainable development and improve their core competitiveness.
Daily maintenance tips for CO2 compressors

Daily maintenance is the basis and core of CO2 compressor maintenance, which runs through every day of equipment operation. Meticulous daily maintenance can effectively prevent many early failures and reduce the risk of sudden downtime.
Keep the equipment and its surroundings clean: This is the most basic but also the most important link.
External cleaning: Wipe the compressor casing with a clean rag regularly to remove accumulated dust, oil and moisture. Especially for compressors located in dusty environments, the cleaning frequency should be increased. Dust not only affects the appearance of the equipment, but more importantly, it may block the heat dissipation holes and enter the electrical components, resulting in poor heat dissipation or circuit failure.
Internal cleaning (non-operating state): When shutting down for maintenance, the dust and debris inside the equipment, such as the cooler fins, condenser surface, motor fan cover and other parts, should be cleaned. For water-cooled compressors, it is necessary to regularly clean the dirt and scale in the cooling water circulation system to ensure the cooling effect.
Environmental cleaning: Keep the compressor room or installation area clean, dry and well ventilated. Avoid flammable and explosive items, corrosive chemicals or large amounts of dust near the compressor. A good environment helps reduce the entry of external pollutants into the equipment and provides a safe working space.
Check the lubricating oil level and quality: Lubricating oil is essential for the lubrication, cooling, sealing and cleaning of the moving parts inside the compressor.
Liquid level check: Before starting each day or each shift, check whether the lubricating oil level is within the safety range specified by the manufacturer (usually with upper and lower limit marks) through the oil level mirror or oil dipstick. Too low oil level will lead to poor lubrication and increased wear of parts; too high oil level may cause oil leakage and increased exhaust oil.
Quality judgment: Observe the color, transparency and smell of the lubricating oil. Fresh lubricating oil is usually light yellow or transparent. If the oil becomes turbid, darkens in color, emulsifies (white foamy substances may indicate water ingress) or emits odors (burnt smell, sour smell), it indicates that the oil quality may have deteriorated or been contaminated and needs to be replaced in time. Regular sampling and inspection for oil analysis (such as viscosity, acid value, moisture, wear metal content) can more scientifically judge the oil condition and predict wear trends.
Check the tightness of each connection: The compressor will vibrate during operation. Long-term vibration may cause the bolts to loosen, causing leakage, abnormal noise and even component shedding.
Key inspection areas: including compressor base fixing bolts, motor and compressor connection bolts, coupling fastening bolts, pipe flange connection bolts, electrical terminals, etc.
Inspection method: Visually check for signs of looseness and re-tighten with a wrench (be careful not to over-tighten to prevent thread stripping). For key force-bearing bolts, torque wrenches should be used regularly to tighten according to the specified torque.
Check the tightness of pipelines and valves: Carbon dioxide leakage not only causes gas loss, but may also affect the environment and even pose safety risks (such as suffocation caused by high concentrations of carbon dioxide).
Routine inspection: Regularly visually inspect all connecting pipes, flanges, welds and valves for oil stains, water stains or frost (CO2 leakage may cause local rapid cooling and frost).
Leak detection: For suspected leaks, soapy water (or professional leak detection fluid) can be applied to the joints to observe whether bubbles are generated. For small leaks or parts that are difficult to observe, professional tools such as ultrasonic leak detectors or infrared thermal imagers can be used for detection.
Valve status: Check whether all valves (such as stop valves, regulating valves, and safety valves) are flexible to open and close, and whether the valve stem is leaking. Regular calibration and maintenance of safety valves are essential to ensure timely pressure relief in case of overpressure.
Monitor and record operating parameters: This is the part of daily maintenance that best reflects the value of preventive maintenance.
Key parameters: Pay close attention to the exhaust pressure, suction pressure, various temperatures (cylinder temperature, exhaust temperature, bearing temperature, motor temperature), motor current, voltage, and vibration and noise levels when the compressor is running.
Recording and analysis: Record these parameters regularly (such as every shift, every day) and compare them with the normal operating range or historical data. Any abnormal fluctuation or deviation from the normal range of any parameter may be an early warning sign of a fault. For example, an abnormal increase in exhaust temperature may mean a cooling system failure or increased internal wear; an abnormal increase in motor current may indicate excessive mechanical load or electrical failure; abnormal noise or vibration is usually a sign of wear or looseness of mechanical parts. Through continuous data monitoring and trend analysis, potential problems can be discovered in a timely manner to prevent small problems from turning into major failures.
Check the cooling system: Whether it is water cooling or air cooling, the cooling system is crucial to the stable operation of the compressor.
Water cooling system: Check whether the water quality (hardness, pH value), flow rate and pressure of the cooling water are within the specified range. Impurities and scale in the cooling water will cause the heat exchange efficiency to decrease and even block the pipes. Regularly clean the dirt in the cooling tower, water cooler and pipes.
Air cooling system: Make sure that the cooling fan works properly and there is no dust or oil on the surface of the heat sink. Regularly use compressed air or a soft brush to clean the gaps between the heat sinks to ensure smooth ventilation.
Implementing these daily maintenance tips is like a doctor performing daily physical examinations on patients, which can minimize the failure rate of equipment and lay a solid foundation for subsequent regular inspections and maintenance.
Regular inspection and replacement of key components
Daily maintenance focuses on visual inspection and simple operation, while regular inspection and replacement go deep into the key functional components inside the compressor, which is a key link to ensure the long-term operation of the equipment. These inspections and replacements usually require the equipment to be shut down and performed by professionals.
Air filter/intake filter: As the “lungs” of the compressor to inhale air, its function is to filter out dust, particles and impurities in the air to prevent them from entering the compressor to wear moving parts or contaminate lubricating oil.
Inspection and replacement cycle: Regularly check the degree of blockage of the filter element according to the cleanliness of the operating environment, the use time and the manufacturer’s recommendations. In a dusty environment, it may be necessary to check weekly and replace monthly; in a clean environment, it is usually replaced every 3-6 months or every 1000-2000 operating hours.
Importance: Blockage of the filter element will lead to insufficient air intake, reduce the efficiency of the compressor, and may even cause partial vacuum and damage the oil seal; unfiltered impurities will accelerate the wear of components such as piston rings, cylinder walls, and screw rotors.
Oil filter and oil-gas separator filter element:
Oil filter: Located in the lubricating oil circulation loop, it is used to filter out impurities, wear particles and oxidation products generated during the circulation of lubricating oil to keep the oil clean.
Oil-gas separator filter element: For oil-injected screw compressors or some reciprocating compressors, this filter element is used to separate the oil mist in the compressed air to ensure that the exhaust oil content meets the standard.
Inspection and replacement cycle: It is usually recommended to replace the oil filter every 2000 operating hours or once a year; the replacement cycle of the oil-gas separator filter element is usually longer, about 4000-8000 operating hours, but it depends on the oil quality and operating conditions. Filter element blockage will lead to poor oil return, increased pressure difference, increased exhaust oil, and even the filter element may rupture due to excessive pressure difference, resulting in a large amount of oil.
Lubricating oil: Lubricating oil has four major functions in the compressor: lubrication, cooling, sealing and cleaning. Its performance will gradually deteriorate with the increase of operating time.
Replacement cycle: The lubricating oil used in CO2 compressors usually needs to have anti-oxidation, anti-emulsification, anti-corrosion and other properties. Depending on the type of lubricating oil (mineral oil, semi-synthetic oil, fully synthetic oil), operating conditions (temperature, pressure) and oil analysis results, the replacement cycle ranges from 2000 operating hours (mineral oil) to 8000 operating hours or even longer (fully synthetic oil).
Importance: Inferior or aged lubricating oil will cause the lubricating film to rupture and aggravate component wear; the cooling effect will decrease, causing equipment overheating; the sealing performance will deteriorate, reducing compression efficiency; the cleaning ability will weaken, causing oil blockage. When replacing, make sure to use the lubricating oil of the brand and specification recommended by the manufacturer, and completely drain the old oil.
Valve assembly (for reciprocating compressors): The intake valve and exhaust valve are the “breathing organs” of the reciprocating compressor, which directly affect the efficiency and reliability of the compressor.
Inspection content: Regularly disassemble the valve cover and check whether the valve plate (or valve ring), valve seat, spring, lift limiter and other components are worn, deformed, cracked, carbon deposited or stuck with foreign matter.
Maintenance method: Minor wear can be restored to flatness by grinding, but serious wear must be replaced. Check whether the elasticity of the spring is normal to prevent the valve from opening or closing in time. Remove carbon deposits regularly to ensure that the valve moves flexibly.
Piston ring and cylinder liner (for reciprocating compressors): The wear of the piston ring directly affects the sealing performance and compression efficiency of the compressor. The wear of the cylinder liner will further accelerate the wear of the piston ring.
Inspection content: When overhauling, the radial wear and opening clearance of the piston ring, as well as the roundness and taper of the cylinder liner should be measured.
Replacement basis: When the piston ring wear exceeds the manufacturer’s specified range, or the cylinder liner is pulled or worn severely, resulting in excessive fit clearance, it must be replaced. This is usually a key factor affecting the performance and fuel consumption of the compressor.
Bearings and seals:
Bearings: including crankshaft bearings, connecting rod bearings (reciprocating), and rotor bearings (screw type, centrifugal). They bear huge radial and axial loads.
Inspection content: Regularly check the operating noise, vibration and temperature of the bearings, and monitor them using a vibration analyzer or infrared thermometer. Abnormal noise (such as sharp friction, clicking) or increased temperature are often signs of bearing wear or poor lubrication.
Replacement: Once the bearing is found to be severely worn or the performance is degraded, it should be replaced in time. When replacing, high-quality bearings should be used and installed in strict accordance with the prescribed method to ensure adequate lubrication.
Seals: Including oil seals, mechanical seals, packing seals, etc. They are used to prevent leakage of gas and lubricating oil.
Inspection and replacement: Regularly check seals for signs of aging, hardening, cracking or leakage. Carbon dioxide is corrosive to certain sealing materials, and it should be ensured that the sealing material is compatible with CO2. Once leakage or damage is found, it should be replaced immediately to prevent gas loss, lubricating oil contamination or safety hazards.
Transmission system (belt, coupling):
Belt drive: For belt-driven compressors, regularly check the belt tension, wear (whether there are cracks, delamination, slippage), and whether there is any abnormal noise. Too loose belts will cause slippage and reduce efficiency; too tight belts will increase bearing load and shorten life.
Coupling: For compressors with direct drive, check whether the coupling (elastic element, bolt) is loose, worn, cracked, and whether it is well aligned. Poor coupling alignment can lead to vibration, increased bearing wear and increased energy consumption.
Maintenance method: Adjust belt tension as needed and replace worn or aged belts. Check the alignment of the coupling regularly and use a laser alignment instrument for precise calibration when necessary.
Regular inspection and replacement of these key components are an important part of ensuring the performance, efficiency and safety of the CO2 compressor and maximizing the value of the equipment throughout its life cycle. Be sure to establish a detailed maintenance plan and records to ensure that all operations are performed by qualified professionals.
Common faults and solutions for CO2 compressors
Despite a comprehensive maintenance plan, various faults may occur in CO2 compressors due to the complexity of operating conditions and the inevitability of component wear. Quickly and accurately diagnosing and solving these problems is the key to reducing downtime and resuming production.
The compressor does not start or cannot be loaded:
Possible reasons:
Electrical aspects: power supply failure (circuit break, phase loss, undervoltage), motor protector tripping (overload, short circuit), control circuit failure (sensor, relay, contactor failure), emergency stop button is pressed or reset incompletely.
Mechanical aspects: coupling stuck, bearing locked, internal components seriously stuck, lubricating oil pump failure causing insufficient oil pressure.
Control system: PLC program error, interlocking protection action (such as low cooling water pressure, low oil pressure, high exhaust temperature, large filter pressure difference, etc.).
Solution:
First check the power supply and the status of each switch.
Check whether the emergency stop button is reset.
Check whether the motor protection device is tripped. If it is tripped, analyze the cause (overload, short circuit).
Check the safety interlocking protection circuits one by one to eliminate the factors that trigger the protection (such as adding cooling water, checking oil pressure, etc.).
If necessary, ask a professional electrician to check the control circuit and motor. Manually turn the car to check whether the mechanical parts are stuck.
Insufficient exhaust pressure/decreased flow rate:
Possible causes:
Intake problem: The intake filter is seriously clogged, resulting in insufficient intake volume.
Poor sealing:
Reciprocating type: Wear, deformation or carbon deposition of the intake and exhaust valve plates lead to poor sealing, and wear of the piston ring leads to gas leakage.
Screw type: The rotor gap is too large and the end face seal is poor.
System leakage: There are leaks in the compressor outlet pipe, valve, flange, cooler and other parts.
Oil circuit problem (for fuel injection machine): The oil-gas separator filter element is clogged, resulting in excessive pressure drop; the return oil pipe is clogged, and the oil-gas separation effect is poor.
Safety valve leakage: The safety valve opening pressure is set too low or the valve itself leaks.
Insufficient motor speed: Low voltage or motor failure causes the speed to drop.
Solution:
Clean or replace the intake filter.
Check and repair or replace worn valve components and piston rings.
Check and adjust the screw rotor gap, or contact professionals for processing.
Use a leak detector or soapy water to check and repair system leaks one by one.
Replace the oil-gas separator filter and clear the oil return pipe.
Check the safety valve and recalibrate or replace it if necessary.
Check the power supply voltage and motor operation status.
Excessive operating noise or vibration:
Possible causes:
Installation problem: The compressor anchor bolts are loose and the foundation is uneven.
Mechanical wear: Bearing wear (motor bearings, crankshaft bearings, rotor bearings), the gap between the big end and the small end of the connecting rod is too large, the piston and the cylinder collide, and the screw rotor gap is too small or worn.
Loose parts: loose coupling bolts, improper belt tension, loose motor or compressor fastening bolts, loose or falling internal parts.
Pipeline resonance: Insufficient support or unreasonable design of the connecting pipeline leads to resonance.
Foreign matter: Foreign matter enters the compressor.
Solution:
Check and tighten all loose bolts to ensure that the equipment is stably installed on a solid foundation.
Use a stethoscope or vibration analyzer to locate the source of abnormal noise and vibration, and replace worn bearings or other mechanical parts according to judgment.
Check the coupling alignment and calibrate; adjust the belt tension or replace the belt.
Check all pipe supports and add or adjust support points.
Stop the compressor to check if there is any foreign matter inside.
Exhaust temperature is too high:
Possible causes:
Cooling system failure: insufficient cooling water flow, scale blockage, and high cooling water temperature in the water cooling system; cooling fan failure, severe dust accumulation on the heat sink, and poor environmental ventilation in the air cooling system.
Lubrication problem: insufficient lubricating oil, deterioration of lubricating oil, and blockage of the oil filter lead to poor lubrication.
Excessive compression ratio: too low intake pressure or too high exhaust pressure, resulting in a compression ratio beyond the design range.
Valve leakage (reciprocating): Valve leakage causes repeated compression of gas in the cylinder, generating a lot of heat.
Internal wear: Severe wear of piston rings, cylinder liners, screw rotors and other parts leads to increased friction heat.
Temperature sensor failure: The sensor reading is inaccurate, and the actual temperature may be normal.
Solution:
Check the cooling water system (water volume, water quality, cleaning) or air cooling system (fan, heat sink cleaning, ventilation).
Check the lubricating oil level, replace the deteriorated lubricating oil on time, and replace the oil filter.
Adjust the operating conditions so that it works within the designed compression ratio range.
Check and repair or replace the valve.
Check the internal wear parts and replace them if necessary.
Calibrate or replace the temperature sensor.
Excessive oil consumption/high exhaust oil content:
Possible causes:
Oil-gas separator failure: The oil-gas separation filter element fails or is blocked, resulting in the inability to effectively separate the oil mist.
Excessive lubricating oil: The lubricating oil level exceeds the upper limit.
Oil return system blockage: The oil return pipeline after oil-gas separation is blocked, resulting in the inability of the oil to return to the oil tank.
Foaming: The lubricating oil is contaminated or contains water, resulting in excessive foaming.
Piston ring wear (reciprocating): The lubricating oil leaks into the cylinder through the piston ring.
Oil seal failure: The shaft end oil seal leaks.
The lubricating oil viscosity is too low: Use lubricating oil with inappropriate viscosity.
Solution:
Replace the oil-gas separator filter element, and make sure it is an original or compatible high-quality filter element.
Adjust the lubricating oil level to the normal range.
Check and clean or dredge the return oil pipeline.
Perform oil analysis and replace contaminated lubricating oil; check for water ingress.
Replace worn piston rings or failed oil seals.
Use lubricating oil of the correct viscosity grade recommended by the manufacturer.
When dealing with any compressor failure, be sure to follow the principle of “observe first, analyze later, and then do it”. For complex failures, you should consult the equipment operation manual or contact the manufacturer’s technical support for professional diagnosis and repair. Avoid blind operation to avoid more serious damage or safety accidents.
Conclusion
As a key power equipment in modern industry, the performance and operation stability of CO2 compressors directly affect the production efficiency, product quality, operating costs and even environmental safety of enterprises. Through the detailed explanation of this article, it is not difficult to see that a set of scientific, systematic and persistent maintenance and maintenance strategies is the core guarantee to ensure the long-term efficient and safe operation of CO2 compressors, maximize their service life, and maximize the value of the entire life cycle.
From in-depth understanding of the basic working principle of the compressor to the strategic importance of regular inspection and preventive maintenance; from daily cleaning, lubrication, parameter monitoring, to periodic inspection and replacement of key components, to calm analysis and effective elimination of common faults, every link is crucial. Practice has proved that preventive maintenance can not only significantly reduce unplanned downtime and emergency repair costs, but also optimize energy consumption and improve the overall operating efficiency of equipment, thereby creating more considerable economic benefits for the enterprise.
Therefore, it is recommended that all users and managers of CO2 compressors attach great importance to the maintenance and maintenance of equipment. Establish a complete maintenance system, equip a professional maintenance team, conduct regular technical training, and strictly implement operating procedures and maintenance plans. Consider maintenance as an investment, not just an expense. This is not only responsible for equipment assets, but also a long-term commitment to production safety, economic benefits and sustainable development of the enterprise. Only in this way can the CO2 compressor truly become a powerful engine to help the development of the enterprise, rather than a source of potential risks.
Request a Quick Quote Now

Shanghai Sollant Energy Saving Technology Co., Ltd.
Drawing on our years of experience and expertise in air separation and PSA technologies, we deliver customized solutions tailored to your specific needs.